
SAF 2507 (UNS S32750) представляет собой высоколегированную супердуплексную нержавеющую сталь с исключительно высокими показателями коррозионной стойкости и механических свойств. Этот сплав относится к категории "супердуплексных" сталей благодаря своей дуплексной структуре, состоящей примерно из 50% феррита и 50% аустенита, и очень высокому значению индекса PRE (Pitting Resistance Equivalent) более 42, что обеспечивает превосходную стойкость к питтинговой коррозии и другим видам коррозионного разрушения даже в крайне агрессивных средах.
Химический состав сплава SAF 2507
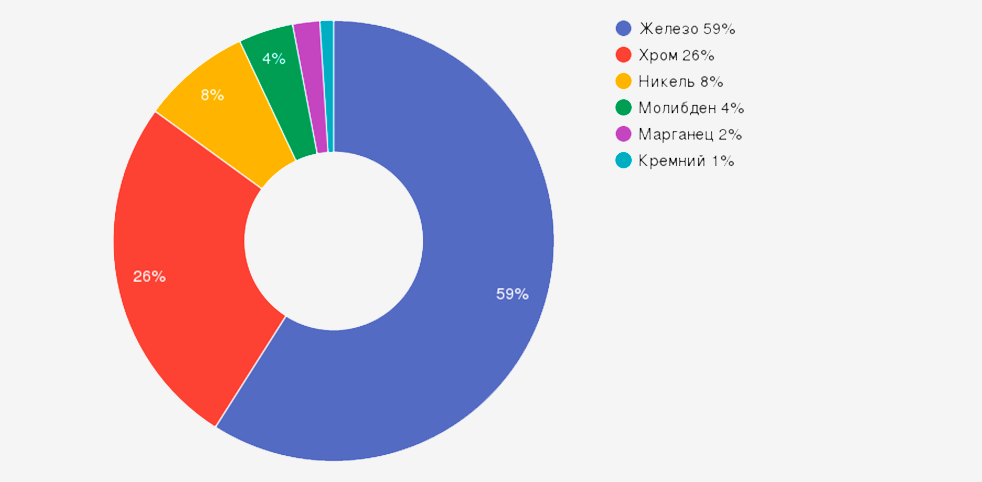
Ключевой особенностью сплава SAF 2507 является тщательно сбалансированный химический состав с высоким содержанием хрома, молибдена и азота, что обеспечивает исключительную коррозионную стойкость и оптимальный баланс фаз:
| Элемент | Содержание, % | Влияние на свойства |
|---|---|---|
| Хром (Cr) | 24,0-26,0 | Обеспечивает основную коррозионную стойкость, формирует защитную оксидную пленку, способствует образованию ферритной фазы |
| Никель (Ni) | 6,0-8,0 | Стабилизирует аустенитную фазу, улучшает коррозионную стойкость в восстановительных средах |
| Молибден (Mo) | 3,0-4,0 | Значительно повышает стойкость к питтинговой и щелевой коррозии, особенно в хлоридсодержащих средах |
| Азот (N) | 0,24-0,32 | Усиливает аустенитную фазу, значительно повышает прочность и коррозионную стойкость |
| Марганец (Mn) | ≤ 1,2 | Стабилизирует аустенит, повышает растворимость азота |
| Кремний (Si) | ≤ 0,8 | Повышает стойкость к окислению при высоких температурах |
| Углерод (C) | ≤ 0,03 | Содержание минимизировано для предотвращения выделения карбидов хрома и межкристаллитной коррозии |
| Медь (Cu) | ≤ 0,5 | Улучшает коррозионную стойкость в некоторых кислотах |
| Фосфор (P) | ≤ 0,035 | Примесь, содержание ограничивается |
| Сера (S) | ≤ 0,02 | Примесь, содержание минимизируется |
| Железо (Fe) | Основа | Основной компонент сплава |
Особенно важным показателем для этого сплава является PRE (Pitting Resistance Equivalent), который рассчитывается по формуле: PRE = %Cr + 3,3×%Mo + 16×%N. Для SAF 2507 значение PRE составляет не менее 42, что значительно превышает показатели обычных дуплексных (PRE ≈ 35) и аустенитных нержавеющих сталей (PRE ≈ 24-28), обеспечивая исключительную стойкость к питтинговой коррозии.
Механические свойства сплава SAF 2507
Сплав SAF 2507 обладает выдающимися механическими характеристиками, значительно превосходящими свойства большинства нержавеющих сталей:
| Характеристика | Значение | Сравнение с AISI 316L |
|---|---|---|
| Предел текучести (σ0,2) | ≥ 530 МПа | В 2,5 раза выше |
| Временное сопротивление (σв) | ≥ 730 МПа | На 40-50% выше |
| Относительное удлинение (δ) | ≥ 20% | Немного ниже |
| Твёрдость по Бринеллю | 250-310 HB | На 30-40% выше |
| Ударная вязкость KCV при 20°C | ≥ 80 Дж/см² | Сопоставимо |
| Модуль упругости | 200 ГПа | Аналогично |
Основные преимущества механических свойств сплава SAF 2507:
- Исключительно высокая прочность, позволяющая существенно уменьшать толщину стенок и вес конструкций
- Хорошее сочетание прочности и пластичности
- Высокая ударная вязкость и сопротивление усталостному разрушению
- Повышенная абразивная износостойкость по сравнению с аустенитными сталями
- Сохранение хороших механических свойств при температурах до 300°C
- Превосходная стойкость к водородному охрупчиванию
Благодаря таким характеристикам, SAF 2507 позволяет создавать более легкие и компактные конструкции без ущерба для прочности и долговечности, что особенно важно в морских и оффшорных применениях.
Физические свойства сплава SAF 2507
Сплав SAF 2507 обладает следующими физическими характеристиками:
| Характеристика | Значение | Сравнение с AISI 316L |
|---|---|---|
| Плотность | 7,8 г/см³ | Аналогично |
| Температура плавления | 1380-1430°C | Аналогично |
| Коэффициент теплового расширения | 13,5 × 10⁻⁶ K⁻¹ (20-100°C) | На 20-25% ниже |
| Теплопроводность при 20°C | 15 Вт/м·K | На 15-20% выше |
| Удельное электрическое сопротивление | 0,85 мкОм·м | Аналогично |
| Магнитная проницаемость | Ферромагнетик (µr = 1,6-1,8) | В отличие от немагнитных аустенитных сталей |
| Температура эксплуатации | от -50°C до +300°C | Более узкий диапазон |
Важными преимуществами SAF 2507 являются меньший коэффициент теплового расширения и более высокая теплопроводность по сравнению с аустенитными сталями, что обеспечивает лучшую стабильность размеров и меньшие термические напряжения при изменениях температуры. Ферромагнитные свойства позволяют использовать магнитные методы для контроля и инспекции изделий.
Коррозионная стойкость сплава SAF 2507
Исключительная коррозионная стойкость является главным преимуществом сплава SAF 2507, позволяющим ему успешно работать в экстремально агрессивных средах, где другие материалы быстро разрушаются:
Питтинговая и щелевая коррозия
Благодаря высокому содержанию хрома, молибдена и азота, сплав SAF 2507 имеет показатель PRE > 42, что обеспечивает превосходную стойкость к питтинговой и щелевой коррозии даже в концентрированных хлоридных растворах при повышенных температурах. Критическая температура питтинговой коррозии (CPT) в 6% растворе FeCl₃ составляет более 70°C, а критическая температура щелевой коррозии (CCT) — более 50°C, что значительно превышает показатели дуплексных и аустенитных нержавеющих сталей.
Коррозионное растрескивание под напряжением
SAF 2507 демонстрирует исключительную устойчивость к коррозионному растрескиванию под напряжением (SCC) в хлоридсодержащих средах даже при высоких температурах и напряжениях. Сплав сохраняет устойчивость в кипящих растворах хлоридов при температурах до 200°C, в то время как аустенитные стали типа 316L подвержены растрескиванию уже при 50-60°C.
Общая коррозия
Сплав обладает превосходной стойкостью к общей коррозии в широком спектре агрессивных сред:
- Растворы серной кислоты: высокая стойкость при концентрациях до 40% и умеренных температурах
- Растворы соляной кислоты: хорошая стойкость при концентрациях до 5% и комнатной температуре
- Растворы фосфорной кислоты: отличная стойкость во всем диапазоне концентраций
- Растворы азотной кислоты: превосходная стойкость
- Органические кислоты: высокая стойкость вплоть до точки кипения
- Щелочи: отличная стойкость во всем диапазоне концентраций и температур
- Морская вода: исключительная стойкость даже при повышенных температурах
Биметаллическая коррозия
Благодаря высокому потенциалу коррозии, SAF 2507 меньше подвержен гальванической коррозии при контакте с более благородными металлами. При контакте с менее благородными металлами может потребоваться электрическая изоляция для предотвращения ускоренной коррозии последних.
Эрозионная и кавитационная стойкость
Высокая твердость и прочность SAF 2507 обеспечивают превосходную стойкость к эрозионной и кавитационной коррозии, что делает его идеальным материалом для насосов, клапанов и других компонентов, работающих в условиях высокоскоростных потоков и перепадов давления.
Такая всесторонняя коррозионная стойкость делает SAF 2507 материалом выбора для самых агрессивных сред, включая концентрированные хлоридные растворы, горячую морскую воду, кислые газы с высоким содержанием сероводорода и диоксида углерода, а также различные промышленные химикаты.
Термическая обработка и сварка сплава SAF 2507
Термическая обработка и сварка супердуплексной стали SAF 2507 требуют тщательного соблюдения рекомендаций для сохранения оптимального баланса фаз и коррозионных свойств.
Термическая обработка
Отжиг
Отжиг проводится при температуре 1050-1120°C с последующим быстрым охлаждением в воде или на воздухе. Эта операция обеспечивает формирование оптимального соотношения аустенитной и ферритной фаз (примерно 50/50), растворение нежелательных выделений и максимальную коррозионную стойкость.
Термообработка после холодной деформации
После значительной холодной деформации рекомендуется проведение отжига при 1050-1120°C для восстановления структуры и свойств. При холодной деформации свыше 15% рекомендуются промежуточные отжиги для предотвращения чрезмерного наклепа и трещинообразования.
Температурные ограничения
Необходимо строго избегать длительной выдержки сплава в диапазоне температур 300-1000°C, поскольку это может привести к выделению хрупких интерметаллидных фаз (сигма-фаза, хи-фаза, альфа-штрих-фаза), которые значительно ухудшают механические свойства и коррозионную стойкость. Особенно критичен диапазон 650-950°C, где выделение этих фаз происходит наиболее интенсивно.
Особенности сварки
Сварка SAF 2507 требует соблюдения особых технологических приемов для обеспечения оптимального баланса фаз и коррозионной стойкости сварных соединений:
- Рекомендуемые способы сварки: TIG (GTAW), MIG (GMAW), SAW (сварка под флюсом), плазменная сварка
- Присадочные материалы должны иметь более высокое содержание никеля (9-10%) для компенсации преимущественно ферритной структуры зоны термического влияния
- Рекомендуемые присадочные материалы: ER2594 (25% Cr, 9,5% Ni, 4% Mo)
- Тепловложение должно строго контролироваться в диапазоне 0,5-2,0 кДж/мм
- Межпроходная температура не должна превышать 100-150°C
- Предварительный подогрев обычно не требуется и даже нежелателен
- Для обеспечения оптимального баланса фаз в многопроходных швах рекомендуется применение защитного газа с добавкой азота (1-2% N₂)
- Обязательная защита корня шва инертным газом (аргон или аргоно-азотная смесь)
Для ответственных применений рекомендуется проведение неразрушающего контроля сварных соединений и испытаний на коррозионную стойкость для подтверждения качества сварки.
Обрабатываемость и технологичность сплава SAF 2507
Сплав SAF 2507 поддается различным видам обработки, но требует учета его высокой прочности и некоторых технологических особенностей:
Механическая обработка резанием
Из-за высокой прочности и склонности к наклепу, обрабатываемость резанием SAF 2507 требует особого подхода:
- Рекомендуется использовать инструменты из твердых сплавов с покрытием
- Скорости резания должны быть на 30-40% ниже, чем для аустенитных нержавеющих сталей
- Необходимо обеспечивать повышенную жесткость системы станок-приспособление-инструмент-деталь
- Требуется обильное охлаждение
- Рекомендуется работа с переменной глубиной резания для снижения наклепа поверхности
- Предпочтительны инструменты с положительными передними углами
Холодная деформация
Сплав можно подвергать холодной деформации, однако следует учитывать следующие особенности:
- Высокий предел текучести требует значительно больших усилий при формовке и гибке
- Пружинение при гибке существенно выше, чем у аустенитных сталей
- При деформации свыше 15% рекомендуется проведение промежуточного отжига
- Для операций глубокой вытяжки и сложной формовки требуется специальное оборудование повышенной мощности
Горячая деформация
Горячую деформацию SAF 2507 рекомендуется проводить в температурном диапазоне 950-1150°C. После горячей деформации необходима термическая обработка (отжиг при 1050-1120°C с быстрым охлаждением) для восстановления оптимального баланса фаз и коррозионных свойств.
Финишная обработка
Для обеспечения максимальной коррозионной стойкости рекомендуется проводить травление и пассивацию поверхности после всех видов обработки. Сплав хорошо полируется до высокого класса чистоты.
Несмотря на некоторые технологические сложности, связанные с высокой прочностью, при правильном подходе из сплава SAF 2507 можно изготавливать детали и конструкции практически любой сложности.
Формы поставки сплава SAF 2507
Компания "ОборонСпецСплав" предлагает сплав SAF 2507 в различных формах поставки:
- Листовой прокат — толщина от 0,5 до 100 мм, размеры листов до 2000×6000 мм
- Сортовой прокат — круги, квадраты, шестигранники диаметром/размером от 4 до 250 мм
- Трубы бесшовные — диаметр от 6 до 219 мм с различной толщиной стенки
- Трубы сварные — диаметр от 10 до 2000 мм с различной толщиной стенки
- Фитинги и фланцы — отводы, тройники, переходы, фланцы различных типоразмеров
- Сосуды высокого давления — по спецификации заказчика
- Полосы — толщина от 0,5 до 10 мм, ширина до 600 мм
- Проволока — диаметр от 0,5 до 10 мм
- Поковки и штамповки — по чертежам заказчика
- Сварочные материалы — проволока и электроды для сварки SAF 2507
Поставка осуществляется в следующих состояниях:
- После горячей прокатки
- После холодной прокатки
- После отжига (стандартная термообработка для большинства применений)
- С различной отделкой поверхности (шлифованная, полированная, травленая, матовая)
Весь металлопрокат сопровождается сертификатами качества и соответствует международным стандартам ASTM A240, ASTM A790, ASTM A789 и другим.
Области применения сплава SAF 2507
Благодаря исключительному сочетанию высокой прочности и превосходной коррозионной стойкости, сплав SAF 2507 находит применение в самых требовательных условиях эксплуатации:
Нефтегазовая промышленность
- Трубопроводы для транспортировки кислых нефтей и газов с высоким содержанием H₂S и CO₂
- Оборудование для морских нефтедобывающих платформ
- Насосно-компрессорные трубы для агрессивных скважин
- Системы впрыска морской воды
- Теплообменники и сепараторы для сред с высоким содержанием хлоридов
Химическая промышленность
- Реакторы для высококоррозионных процессов
- Емкости для хранения концентрированных кислот и хлоридсодержащих растворов
- Трубопроводы для транспортировки особо агрессивных сред
- Теплообменное оборудование для работы с концентрированными хлоридами
- Реакторы для производства фосфорной и серной кислот
Целлюлозно-бумажная промышленность
- Варочные котлы для процессов с высоким содержанием хлоридов
- Оборудование для отбеливания с использованием хлорсодержащих соединений
- Скрубберы и системы очистки газов
- Трубопроводы и емкости для растворов с высоким содержанием хлоридов
Морские и береговые объекты
- Системы трубопроводов морской воды с высокими скоростями потока
- Оборудование для опреснения воды методом обратного осмоса
- Конструкционные элементы морских сооружений
- Насосы и клапаны для морской воды
- Компоненты систем пожаротушения морской водой
Очистка и переработка сточных вод
- Оборудование для очистки воды с высоким содержанием хлоридов
- Компоненты установок обратного осмоса
- Резервуары и трубопроводы для агрессивных стоков
- Системы нейтрализации кислых стоков
Металлургическая промышленность
- Оборудование для травильных линий
- Компоненты систем регенерации кислот
- Трубопроводы для транспортировки растворов с высоким содержанием хлоридов
- Теплообменники для агрессивных сред
SAF 2507 является оптимальным выбором для тех применений, где необходимо сочетание исключительной коррозионной стойкости с высокой механической прочностью и где традиционные нержавеющие стали не обеспечивают достаточной долговечности оборудования.
Российские и зарубежные аналоги сплава SAF 2507
Для удобства выбора материала при проектировании и в целях возможного импортозамещения, ниже приведены российские и зарубежные аналоги сплава SAF 2507:
| Страна | Стандарт | Марка | Примечание |
|---|---|---|---|
| Россия | ГОСТ | 03Х25Н7АМ4 | Ближайший аналог |
| Россия | ГОСТ | 03Х24Н6АМ3 | Аналог с несколько меньшим содержанием хрома и молибдена |
| США | UNS | S32750 | Стандартное обозначение |
| Германия | DIN | 1.4410 (X2CrNiMoN25-7-4) | Полный аналог |
| Франция | AFNOR | Z3CND25-07Az | Полный аналог |
| Италия | UNI | X2CrNiMoN25-7-4 | Полный аналог |
| Швеция | SS | 2328 | Полный аналог |
| Япония | JIS | SUS 329J4L | Близкий аналог |
Также представляют интерес следующие аналогичные супердуплексные стали с близкими характеристиками:
- Zeron 100 (UNS S32760) — супердуплексная сталь с дополнительным легированием вольфрамом
- Ferralium 255 (UNS S32550) — супердуплексная сталь с повышенным содержанием меди
- UR 52N+ (UNS S32520) — супердуплексная сталь с повышенным содержанием азота
- SAF 2707 HD — гипердуплексная сталь с еще более высокой коррозионной стойкостью
- Outokumpu 2507 — коммерческий аналог SAF 2507
При выборе аналога сплава SAF 2507 следует тщательно анализировать требования к коррозионной стойкости и механическим свойствам для конкретного применения. В ответственных конструкциях рекомендуется проводить коррозионные испытания материала в условиях, максимально приближенных к реальным условиям эксплуатации.
Вопросы и ответы о сплаве SAF 2507
Чем SAF 2507 отличается от обычных дуплексных сталей, таких как SAF 2205?
Основные отличия SAF 2507 от стандартных дуплексных сталей типа SAF 2205: более высокое содержание хрома (24-26% против 22-23%), молибдена (3-4% против 3-3,5%) и азота (0,24-0,32% против 0,14-0,20%), что обеспечивает значительно более высокий показатель PRE (>42 против ~35); существенно более высокая устойчивость к питтинговой и щелевой коррозии, особенно в концентрированных хлоридных растворах и при повышенных температурах; лучшая стойкость к коррозионному растрескиванию под напряжением; немного более высокие прочностные характеристики; более узкое окно температурной обработки, требующее более тщательного контроля процессов термообработки и сварки. SAF 2507 рекомендуется применять в тех случаях, когда стандартные дуплексные стали не обеспечивают достаточной коррозионной стойкости, особенно в средах с высоким содержанием хлоридов.
Каковы ограничения по температуре применения SAF 2507?
Оптимальный диапазон рабочих температур для SAF 2507 составляет от -50°C до +300°C. При длительной эксплуатации выше 300°C существует риск образования хрупкой альфа-штрих фазы (охрупчивание 475°C), которая снижает ударную вязкость и коррозионную стойкость. При температурах выше 600°C происходит интенсивное выделение хрупкой сигма-фазы, приводящее к значительной деградации свойств. Нижний температурный предел (-50°C) обусловлен некоторым снижением ударной вязкости при отрицательных температурах, хотя материал сохраняет достаточную вязкость даже при более низких температурах. Кратковременное воздействие температур вне указанного диапазона (например, при сварке или стерилизации) допустимо и не приводит к необратимым изменениям структуры при условии соблюдения рекомендованных режимов охлаждения.
Какие факторы необходимо учитывать при сварке SAF 2507?
При сварке SAF 2507 критически важно соблюдать следующие условия: использование присадочных материалов с повышенным содержанием никеля (9-10%) для обеспечения правильного баланса фаз в сварном шве; контроль тепловложения в диапазоне 0,5-2,0 кДж/мм — слишком низкое тепловложение приводит к избытку феррита, а слишком высокое — к выделению интерметаллидных фаз; поддержание межпроходной температуры не выше 100-150°C для предотвращения выделения хрупких фаз; обеспечение надлежащей защиты сварочной ванны и корня шва инертным газом, предпочтительно с добавлением азота (1-2% N₂); отсутствие предварительного подогрева, который может привести к нежелательному выделению интерметаллидных фаз; проведение послесварочной термообработки (отжиг при 1050-1120°C с быстрым охлаждением) для особо ответственных соединений. Также рекомендуется проведение неразрушающего контроля и тестов на коррозионную стойкость сварных соединений.
Как SAF 2507 ведет себя в средах с сероводородом (H₂S)?
SAF 2507 демонстрирует отличную стойкость к сульфидному растрескиванию под напряжением (SSCC) и водородному охрупчиванию в средах с содержанием сероводорода. Согласно стандарту NACE MR0175/ISO 15156, сплав может применяться в кислых средах (содержащих H₂S) при парциальном давлении сероводорода до 0,1 МПа без ограничений по пределу текучести. При более высоких парциальных давлениях H₂S сплав также может применяться, но с ограничением предела текучести до 550 МПа и твердости до 28 HRC. SAF 2507 значительно превосходит аустенитные нержавеющие стали типа 316L и стандартные дуплексные стали типа 2205 по стойкости к сульфидному растрескиванию под напряжением, особенно в средах с повышенным содержанием хлоридов. Это делает SAF 2507 оптимальным выбором для нефтегазовой промышленности, где присутствуют кислые среды с H₂S и CO₂.
Существуют ли специальные методы неразрушающего контроля для изделий из SAF 2507?
Для изделий из SAF 2507 применимы следующие методы неразрушающего контроля: ультразвуковой контроль (УЗК) — эффективен для выявления внутренних дефектов, но требует адаптации параметров контроля из-за анизотропии акустических свойств дуплексной структуры; магнитно-порошковый контроль — хорошо подходит благодаря ферромагнитным свойствам материала; капиллярный контроль — рекомендуется для обнаружения поверхностных дефектов; рентгенографический контроль — стандартный метод для проверки качества сварных соединений; ферритометрия — специфический метод для определения содержания феррита в структуре, критически важный для контроля баланса фаз после сварки (оптимальное содержание феррита 35-65%); электрохимические испытания (определение критической температуры питтинговой коррозии) — для проверки коррозионной стойкости, особенно сварных соединений. Комбинирование этих методов обеспечивает наиболее полную оценку качества изделий из SAF 2507.
Заключение
Супердуплексная нержавеющая сталь SAF 2507 представляет собой высокотехнологичный конструкционный материал, разработанный для экстремально агрессивных условий эксплуатации. Уникальное сочетание дуплексной микроструктуры с высоким содержанием хрома, молибдена и азота обеспечивает исключительную коррозионную стойкость и превосходные механические свойства.
Основными преимуществами SAF 2507 являются: высокая стойкость к питтинговой и щелевой коррозии (PRE > 42), превосходная устойчивость к коррозионному растрескиванию под напряжением, отличная стойкость к общей коррозии в большинстве агрессивных сред, высокая прочность (в 2-2,5 раза выше, чем у аустенитных сталей), хорошая пластичность и вязкость, а также экономическая эффективность благодаря возможности уменьшения толщины стенок и веса конструкций.
Компания "ОборонСпецСплав" предлагает полный ассортимент изделий из сплава SAF 2507 и его аналогов, включая листы, трубы, сортовой прокат, фитинги и готовые изделия по чертежам заказчика. Наши специалисты обеспечивают техническую поддержку на всех этапах проектирования, изготовления и эксплуатации оборудования из супердуплексных сталей.
Материалы для данной статьи подготовлены на основе международных стандартов ASTM A240, ASTM A789, ASTM A790, NACE MR0175/ISO 15156, технической документации производителей супердуплексных сталей и результатов исследований коррозионной стойкости, проведенных в испытательной лаборатории компании "ОборонСпецСплав". Использованы данные о практической эксплуатации оборудования из SAF 2507 в различных отраслях промышленности.











