
Припой марки ПОС61 представляет собой оловянно-свинцовый сплав с содержанием олова не менее 59% и свинца около 39,5%. Производство данного материала осуществляется в соответствии с требованиями ГОСТ 21930-76, что гарантирует стабильность его технологических характеристик. Благодаря оптимальному соотношению компонентов, припой ПОС61 обладает превосходными паяльными свойствами, хорошей адгезией к различным металлам и широко применяется в электронной, автомобильной и авиационной промышленности.
Расшифровка маркировки
Маркировка припоя ПОС61 имеет следующую структуру:
- П - припой (обозначает тип материала)
- О - олово (первый основной компонент сплава)
- С - свинец (второй основной компонент сплава)
- 61 - процентное содержание олова в сплаве (остальное - преимущественно свинец и небольшое количество примесей)
Такая маркировка позволяет однозначно идентифицировать состав припоя, что особенно важно при выборе материала для конкретных технических задач.
Химический состав припоя ПОС61
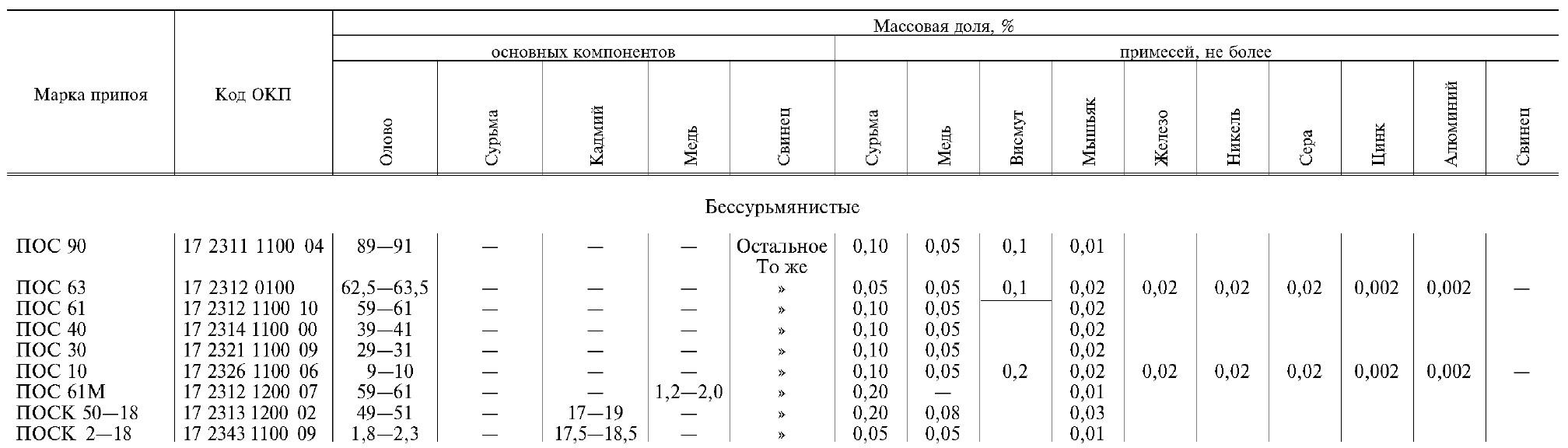
Согласно ГОСТ 21930-76, химический состав припоя ПОС61 должен соответствовать следующим требованиям:
| Элемент | Содержание, % | Влияние на свойства |
|---|---|---|
| Олово (Sn) | 60,5-61,5 | Основной компонент, определяет паяльные свойства и температуру плавления |
| Свинец (Pb) | Остальное (около 39,5) | Снижает температуру плавления, улучшает смачиваемость и технологичность |
| Сурьма (Sb) | не более 0,05 | Повышает твердость и прочность, но ухудшает смачиваемость |
| Медь (Cu) | не более 0,08 | Улучшает адгезию к медным сплавам, повышает прочность соединений |
| Висмут (Bi) | не более 0,1 | Снижает температуру плавления, но может ухудшать механические свойства |
| Мышьяк (As) | не более 0,02 | Вредная примесь, снижает качество паяных соединений |
| Железо (Fe) | не более 0,02 | Нежелательная примесь, ухудшает паяльные свойства |
| Цинк (Zn) | не более 0,005 | Вредная примесь, вызывает хрупкость соединений |
| Алюминий (Al) | не более 0,005 | Нежелательная примесь, образует оксидные пленки |
| Никель (Ni) | не более 0,02 | В малых количествах может повышать прочность соединений |
| Сера (S) | не более 0,02 | Вредная примесь, ухудшает паяльные свойства |
Строгий контроль содержания примесей обеспечивает высокое качество припоя ПОС61 и стабильность его технологических свойств, что критически важно для создания надежных паяных соединений.
Физико-механические свойства
Припой ПОС61 обладает следующими физическими и механическими характеристиками:
- Плотность: 8,5-8,9 г/см³
- Температура начала плавления: 183°C
- Температура полного расплавления: 190°C
- Твердость по Бринеллю: 16-17 HB
- Предел прочности при растяжении: 45-50 МПа
- Относительное удлинение: 30-40%
- Удельное электрическое сопротивление: 0,14-0,15 мкОм·м
- Теплопроводность: 50-52 Вт/(м·К)
- Коэффициент линейного расширения: 24·10⁻⁶ K⁻¹
- Электропроводность: 11-12% от электропроводности меди
- Температура эксплуатации паяных соединений: от -60°C до +85°C
Благодаря оптимальному соотношению олова и свинца, припой ПОС61 обладает хорошим сочетанием прочности, пластичности и электропроводности, что делает его универсальным материалом для создания качественных паяных соединений.
Технологические свойства и особенности применения
Паяльные характеристики
Припой ПОС61 обладает следующими технологическими свойствами:
- Отличная смачиваемость большинства металлов (медь, латунь, бронза, сталь)
- Хорошая текучесть в расплавленном состоянии
- Низкое поверхностное натяжение, обеспечивающее капиллярное проникновение
- Относительно узкий интервал кристаллизации (183-190°C)
- Способность образовывать прочные интерметаллические соединения с металлами основы
- Минимальная склонность к образованию пористости в паяных швах
Рекомендации по применению
Для достижения наилучших результатов при использовании припоя ПОС61 рекомендуется соблюдать следующие условия:
- Температура паяльника или паяльной ванны: 240-260°C
- Тщательная очистка поверхностей перед пайкой от оксидов, загрязнений и жировых пленок
- Применение соответствующих флюсов (канифольных, активированных или синтетических)
- Предварительное облуживание соединяемых поверхностей для улучшения адгезии
- Оптимальное время пайки: 2-5 секунд для ручной пайки
- Обеспечение неподвижности соединяемых деталей в процессе кристаллизации припоя
Совместимые флюсы
Для работы с припоем ПОС61 рекомендуется использовать следующие типы флюсов:
- Канифольные флюсы - для электронной аппаратуры и радиотехники
- Активированные флюсы - для пайки труднопаяемых металлов
- Органические кислотные флюсы - для пайки в промышленных условиях
- Водосмываемые флюсы - для ответственных соединений с последующей очисткой
Выбор конкретного типа флюса зависит от материала соединяемых деталей, требований к коррозионной стойкости и электрическим параметрам паяного соединения.
Формы поставки
Компания "ОборонСпецСплав" поставляет припой ПОС61 в следующих формах:
| Вид продукции | Типоразмеры | Нормативный документ |
|---|---|---|
| Чушки | масса 0,5-3 кг | ГОСТ 21930-76 |
| Слитки | масса 10-15 кг | ГОСТ 21930-76 |
| Прутки | диаметр 8-12 мм, длина 300-500 мм | ГОСТ 21930-76 |
| Проволока | диаметр 0,5-6 мм, в бухтах или на катушках | ГОСТ 21931-76 |
| Трубчатая проволока с флюсом | диаметр 1-3 мм, в бухтах или на катушках | ТУ завода-изготовителя |
| Ленты и полосы | толщина 0,1-1 мм, ширина 5-50 мм | ТУ завода-изготовителя |
| Порошок | различной дисперсности (от 20 до 200 мкм) | ТУ завода-изготовителя |
| Паяльные пасты | в тубах или банках различного объема | ТУ завода-изготовителя |
| Аноды | различных размеров и конфигураций | ТУ завода-изготовителя |
Вся продукция сопровождается сертификатами качества, подтверждающими соответствие химического состава и технологических свойств требованиям нормативной документации.
Особенности маркировки продукции
В соответствии с требованиями ГОСТ 21930-76, припой ПОС61 маркируется следующим образом:
- На каждой чушке или слитке наносится маркировка с обозначением марки (ПОС61)
- Маркировка включает товарный знак предприятия-изготовителя
- Указывается номер партии или плавки
- Для проволоки и прутков маркировка наносится на ярлыки или этикетки, прикрепляемые к упаковке
- Дополнительно указывается дата изготовления
Система маркировки обеспечивает прослеживаемость продукции и позволяет идентифицировать ее в процессе хранения и применения.
Области применения припоя ПОС61
Благодаря своим техническим характеристикам, припой ПОС61 широко применяется в следующих отраслях:
Электронная промышленность
- Монтаж электронных компонентов на печатные платы
- Пайка выводов полупроводниковых приборов
- Изготовление кабельных соединителей
- Пайка микроэлектронных узлов
- Ремонт электронной техники
Радиотехника
- Сборка радиоэлектронной аппаратуры
- Пайка высокочастотных узлов
- Изготовление антенно-фидерных устройств
- Монтаж радиотехнических компонентов
Автомобильная промышленность
- Пайка электрических соединений в автомобильной электронике
- Изготовление радиаторов и теплообменников
- Ремонт электрооборудования транспортных средств
- Пайка топливных и гидравлических систем
Авиационная промышленность
- Пайка электрических разъемов и соединителей
- Монтаж бортовой радиоэлектронной аппаратуры
- Изготовление элементов систем управления
- Пайка компонентов гидравлических систем
Приборостроение
- Изготовление измерительных приборов
- Сборка точных механизмов
- Пайка термопар и датчиков
- Монтаж оптико-электронных устройств
Бытовая техника
- Сборка электронных плат бытовых приборов
- Ремонт холодильного оборудования
- Пайка элементов нагревательных устройств
- Монтаж электрических компонентов
Преимущества и недостатки припоя ПОС61
Преимущества:
- Отличная смачиваемость большинства металлов
- Низкая температура плавления, удобная для ручной и машинной пайки
- Хорошая текучесть в расплавленном состоянии
- Высокая электропроводность паяных соединений
- Высокая коррозионная стойкость в нормальных условиях
- Стабильность свойств и воспроизводимость качества соединений
- Доступность и экономичность
Недостатки:
- Содержание свинца, что ограничивает применение в соответствии с директивой RoHS
- Относительно низкая механическая прочность соединений
- Ограниченная температура эксплуатации паяных соединений (до +85°C)
- Склонность к образованию интерметаллических соединений, снижающих надежность при длительной эксплуатации
- Необходимость применения флюсов для обеспечения хорошей адгезии
Сравнение с другими марками припоев
Для оптимального выбора материала под конкретные задачи полезно сравнить припой ПОС61 с другими распространенными марками:
| Параметр | ПОС61 | ПОС40 | ПОС90 | SAC305 (бессвинцовый) |
|---|---|---|---|---|
| Состав основных компонентов | Sn61%, Pb39% | Sn40%, Pb60% | Sn90%, Pb10% | Sn96,5%, Ag3%, Cu0,5% |
| Температура плавления, °C | 183-190 | 183-235 | 183-220 | 217-220 |
| Прочность на растяжение, МПа | 45-50 | 40-45 | 55-60 | 55-60 |
| Электропроводность, % от меди | 11-12 | 8-9 | 13-15 | 13-14 |
| Смачиваемость поверхностей | Отличная | Хорошая | Отличная | Удовлетворительная |
| Относительная стоимость | Средняя | Низкая | Высокая | Очень высокая |
| Соответствие RoHS | Нет | Нет | Нет | Да |
| Основные области применения | Универсальный, электроника, радиотехника | Пайка массивных деталей, радиаторов | Прецизионные соединения, волноводы | Современная электроника, соответствующая требованиям RoHS |
Припой ПОС61 представляет собой оптимальный баланс между технологичностью, надежностью соединений и стоимостью для широкого спектра применений, где не требуется соответствие директиве RoHS.
Хранение и транспортировка
Условия хранения:
- Хранение должно осуществляться в сухих отапливаемых помещениях при температуре от +5°C до +40°C
- Относительная влажность воздуха не должна превышать 80%
- Необходимо исключить контакт с кислотами, щелочами и их парами
- Рекомендуется хранить в заводской упаковке
- Срок хранения без изменения свойств - не менее 12 месяцев
Требования к транспортировке:
- Транспортировка допускается всеми видами крытого транспорта
- При транспортировке необходимо обеспечить защиту от атмосферных осадков
- Груз должен быть надежно закреплен для предотвращения механических повреждений
- Не допускается совместная транспортировка с агрессивными химическими веществами
- При длительной транспортировке рекомендуется дополнительная консервация
Техника безопасности при работе с припоем ПОС61
В связи с наличием свинца в составе припоя ПОС61, при работе с ним необходимо соблюдать следующие меры безопасности:
- Работать в хорошо вентилируемом помещении или использовать местную вытяжную вентиляцию
- Применять средства индивидуальной защиты (респираторы, защитные очки, перчатки)
- Избегать вдыхания паров расплавленного припоя
- Не принимать пищу и не курить во время работы с припоем
- Тщательно мыть руки после работы
- Хранить припой в недоступном для детей месте
- Утилизировать отходы припоя в соответствии с требованиями к обращению с отходами, содержащими свинец
При соблюдении данных мер безопасности работа с припоем ПОС61 не представляет опасности для здоровья.
Часто задаваемые вопросы (FAQ)
Можно ли использовать припой ПОС61 для пайки электронных компонентов с поверхностным монтажом (SMD)?
Да, припой ПОС61 подходит для пайки SMD-компонентов, особенно при ручном монтаже. Для этой цели оптимально использовать трубчатый припой с канифольным флюсом или паяльную пасту на основе ПОС61. При автоматизированном монтаже необходимо учитывать, что температурный профиль пайки должен быть настроен под характеристики этого припоя (пиковая температура около 230-240°C). Однако следует отметить, что для современной электроники, соответствующей требованиям RoHS, рекомендуется использовать бессвинцовые припои.
Какой флюс лучше всего использовать с припоем ПОС61?
Выбор флюса зависит от конкретного применения. Для электроники и радиотехники наиболее подходящими являются канифольные флюсы (например, ФКСп, ЛТИ-120) или слабоактивированные флюсы на основе канифоли (ОК, ФКЭт). Для пайки труднопаяемых металлов рекомендуются активированные флюсы (ЗИЛ-2, ФВВА). При необходимости тщательной очистки после пайки целесообразно использовать водосмываемые флюсы. Важно выбирать флюс, совместимый с материалами соединяемых деталей и соответствующий требованиям к коррозионной стойкости и электрическим параметрам паяного соединения.
Почему при пайке припоем ПОС61 иногда образуются "холодные" паяные соединения?
"Холодные" паяные соединения при использовании припоя ПОС61 могут возникать по нескольким причинам: недостаточная температура паяльника (должна быть 240-260°C); слишком короткое время пайки; загрязненные поверхности соединяемых деталей; неподходящий или недостаточное количество флюса; преждевременное движение деталей во время затвердевания припоя; окисление припоя при длительном нахождении в расплавленном состоянии. Для предотвращения этого явления рекомендуется тщательно очищать поверхности перед пайкой, использовать достаточное количество соответствующего флюса, обеспечивать правильную температуру и время пайки, а также неподвижность деталей до полного затвердевания припоя.
Соответствует ли припой ПОС61 требованиям директивы RoHS?
Нет, припой ПОС61 не соответствует требованиям директивы RoHS (Restriction of Hazardous Substances), поскольку содержит значительное количество свинца (около 39,5%), который входит в перечень ограниченных веществ. Согласно директиве RoHS, содержание свинца в электронном оборудовании должно быть менее 0,1% по массе в однородном материале. Для соответствия требованиям RoHS необходимо использовать бессвинцовые припои, такие как SAC305 (Sn96,5Ag3Cu0,5), SnCu0,7 или другие сплавы на основе олова без содержания свинца. Однако припой ПОС61 может использоваться в оборудовании, на которое не распространяются требования RoHS, или в случаях, предусмотренных исключениями из директивы.
Каков срок службы паяных соединений, выполненных припоем ПОС61?
Срок службы паяных соединений, выполненных припоем ПОС61, при правильном выполнении пайки и соблюдении условий эксплуатации может составлять от 10 до 30 лет. На долговечность соединения влияют следующие факторы: качество подготовки поверхностей перед пайкой; правильный выбор флюса и его полное удаление после пайки; отсутствие механических напряжений в соединении; температурные режимы эксплуатации (циклические нагревы и охлаждения ускоряют деградацию); влажность окружающей среды; воздействие агрессивных химических веществ. Для увеличения срока службы паяных соединений рекомендуется применять защитные покрытия (лаки, компаунды), минимизировать механические нагрузки и обеспечивать оптимальные условия эксплуатации.
Заключение
Припой ПОС61 – это классический оловянно-свинцовый сплав с оптимальным соотношением компонентов, обеспечивающим превосходные технологические свойства для пайки различных металлов. Несмотря на постепенный переход к бессвинцовым технологиям в соответствии с экологическими требованиями, ПОС61 остается востребованным материалом благодаря своей универсальности, отличной смачиваемости, низкой температуре плавления и высокой надежности паяных соединений.
Компания "ОборонСпецСплав" предлагает припой ПОС61 в различных формах поставки, полностью соответствующий требованиям ГОСТ 21930-76. Наши специалисты готовы предоставить консультацию по выбору оптимальной формы материала и технологии пайки для ваших конкретных производственных задач.
Информация, представленная в данной статье, подготовлена на основе многолетнего опыта технологов и инженеров компании "ОборонСпецСплав" в области пайки и производства припоев. Все технические характеристики соответствуют требованиям ГОСТ 21930-76 и подтверждены результатами испытаний, проводимых в нашей лаборатории контроля качества.