

Ковкий чугун марки КЧ80-1.5 – сверхвысокопрочный железоуглеродистый сплав с хлопьевидным графитом, представляющий собой высшую по прочности марку ковкого чугуна согласно ГОСТ 1215-79. Данный материал сочетает экстремально высокую прочность (не менее 800 МПа) с минимальным показателем пластичности (не менее 1.5%), что делает его незаменимым для изготовления особо ответственных деталей, эксплуатируемых в условиях предельных нагрузок, интенсивного абразивного износа и высоких температур.
Расшифровка маркировки
Маркировка чугуна КЧ80-1.5 соответствует системе обозначений, принятой в ГОСТ 1215-79, где каждый символ несет определенное значение:
- К - ковкий (указывает на тип чугуна с хлопьевидной формой графита)
- Ч - чугун (обозначает основной материал)
- 80 - число, указывающее минимальное значение временного сопротивления разрыву в кгс/мм² (800 МПа)
- 1.5 - число, указывающее минимальное значение относительного удлинения в процентах
- П - обозначение перлитной структуры металлической основы (указывается не всегда)
Таким образом, маркировка КЧ80-1.5 указывает на ковкий чугун перлитного класса с экстремально высоким пределом прочности не менее 800 МПа и минимальным относительным удлинением не менее 1.5%, что делает его самой прочной, но наименее пластичной маркой ковкого чугуна в линейке стандартизированных материалов.
Химический состав чугуна марки КЧ80-1.5
Согласно ГОСТ 1215-79 и специальным техническим условиям, химический состав чугуна КЧ80-1.5 должен строго соответствовать следующим требованиям:
| Элемент | Содержание, % | Влияние на свойства |
|---|---|---|
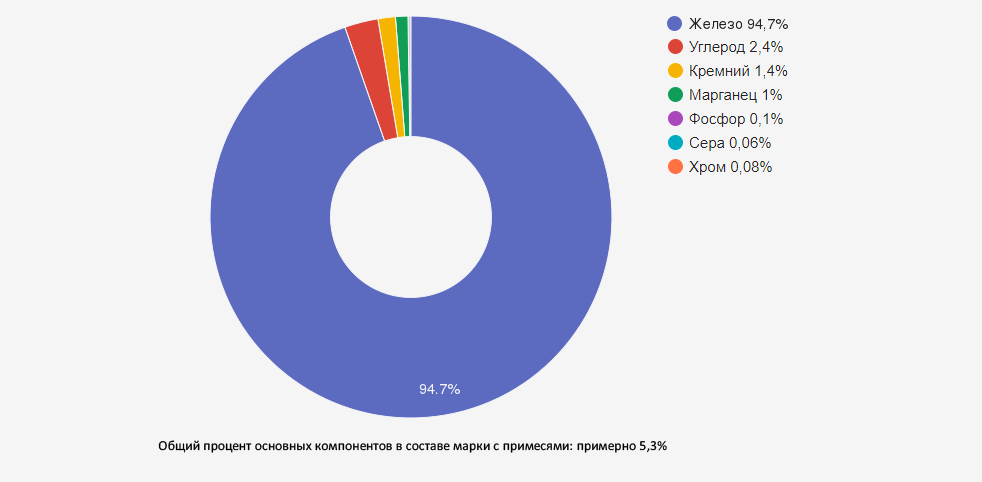
| Железо (Fe) | остальное (не менее 93,0) | Основа сплава |
| Углерод (C) | 2,2-2,5 | Формирует минимально необходимое количество графитовых включений |
| Кремний (Si) | 0,2-0,5 | Строго ограничивается для обеспечения максимальной прочности при минимальной графитизации |
| Марганец (Mn) | 1,3-2,2 | Обеспечивает формирование сверхвысокопрочной перлитной структуры с элементами бейнита |
| Хром (Cr) | 0,3-0,6 | Повышает твердость, прочность, износостойкость и устойчивость к высоким температурам |
| Никель (Ni) | 0,5-1,0 | Улучшает прочностные характеристики и коррозионную стойкость |
| Молибден (Mo) | 0,25-0,40 | Повышает прочность при высоких температурах, улучшает прокаливаемость |
| Ванадий (V) | 0,12-0,25 | Измельчает структуру, повышает прочность, твердость и устойчивость к высоким температурам |
| Титан (Ti) | 0,05-0,15 | Стабилизирует структуру, повышает жаропрочность |
| Сера (S) | не более 0,03 | Вредная примесь, строго ограничивается для обеспечения необходимых механических свойств |
| Фосфор (P) | не более 0,06 | Строго контролируется для предотвращения хрупкости материала |
Ключевой особенностью химического состава КЧ80-1.5 является экстремально низкое содержание кремния и строго контролируемое количество углерода при одновременно высоком содержании марганца, хрома, никеля, молибдена, ванадия и титана. Такой сложнолегированный состав обеспечивает формирование особо высокодисперсной перлитной структуры металлической основы с элементами бейнита, троостита и сорбита при минимально допустимом количестве графитовых включений, что позволяет достичь предельно возможных показателей прочности и твердости для данного класса материалов.
Физико-механические свойства ковкого чугуна КЧ80-1.5
Чугун марки КЧ80-1.5 обладает следующими физическими и механическими характеристиками:
| Характеристика | Значение | Единица измерения |
|---|---|---|
| Плотность | 7,8-8,1 | г/см³ |
| Температура плавления | 1200-1240 | °C |
| Предел прочности при растяжении (σв) | не менее 800 | МПа (80 кгс/мм²) |
| Относительное удлинение (δ) | не менее 1,5 | % |
| Предел прочности при сжатии | 1800-2100 | МПа |
| Твердость по Бринеллю | 320-400 | HB |
| Модуль упругости | 190-220 | ГПа |
| Ударная вязкость | 0,05-0,15 | МДж/м² |
| Удельная теплоемкость | 0,35-0,40 | кДж/(кг·°C) |
| Теплопроводность | 26-32 | Вт/(м·К) |
| Коэффициент линейного расширения | 7,0-9,0·10⁻⁶ | K⁻¹ |
| Удельное электрическое сопротивление | 1,1-1,3 | мкОм·м |
| Теплостойкость | до 700-750 | °C |
Благодаря уникальной сверхвысокодисперсной перлитной структуре металлической основы с элементами бейнита, троостита и сорбита, а также минимальному количеству графитовых включений, чугун КЧ80-1.5 демонстрирует экстремально высокие показатели прочности (не менее 800 МПа) и твердости (320-400 HB) при сохранении минимально допустимой пластичности (не менее 1,5% относительного удлинения). Такое уникальное сочетание свойств позволяет использовать его для изготовления деталей максимальной ответственности, работающих в условиях предельных статических и значительных динамических нагрузок.
КЧ80-1.5 также характеризуется исключительной износостойкостью, экстремальной твердостью, превосходной окалиностойкостью и отличной коррозионной стойкостью, что делает его идеальным материалом для изготовления деталей, подверженных интенсивному абразивному износу и работающих в агрессивных условиях при повышенных температурах.
Технология производства
Производство чугуна КЧ80-1.5 представляет собой сложнейший многоэтапный процесс, требующий высокоточного контроля на всех стадиях:
Выплавка исходного белого чугуна
Для получения КЧ80-1.5 используется исключительно технология "электропечь-электропечь", обеспечивающая максимально возможное качество материала:
- Первая электропечь - плавление тщательно подготовленных шихтовых материалов высочайшего качества с получением чугуна базового химического состава
- Вторая электропечь - прецизионная доводка расплава до требуемого химического состава, глубокое рафинирование, комплексное микролегирование и оптимальный перегрев
- Многоступенчатое модифицирование расплава специальными комплексными добавками для управления процессами кристаллизации и минимизации графитизации
- Предельно точный контроль химического состава и температуры перед разливкой
- Разливка в специальные формы с прецизионно контролируемой скоростью охлаждения
Технология "электропечь-электропечь" является единственным способом получения белого чугуна экстра-класса с исключительно низким содержанием вредных примесей и газов, точнейшим химическим составом и оптимальной структурой. Этот метод значительно дороже других технологий, но только он позволяет достичь предельно возможных прочностных характеристик конечного материала.
Специальный графитизирующий отжиг
После получения отливок из белого чугуна проводится специально разработанный графитизирующий отжиг с уникальным режимом:
- Первая ступень - нагрев до 970-1000°C с выдержкой 20-30 часов для прецизионно контролируемого минимального разложения цементита и ограниченного формирования хлопьевидного графита
- Вторая ступень - строго регулируемое охлаждение до 870-890°C с выдержкой 12-20 часов для обеспечения ограниченной графитизации и формирования сверхвысокодисперсной перлитной структуры
- Третья ступень - специальный режим ускоренного охлаждения до комнатной температуры для обеспечения максимальной дисперсности перлита и формирования элементов бейнита, троостита и сорбита
Для КЧ80-1.5 режим охлаждения разработан таким образом, чтобы обеспечить формирование предельно высокодисперсной перлитной структуры металлической основы с элементами бейнита, троостита и сорбита при абсолютно минимальном количестве графитовых включений, что достигается специальным режимом охлаждения, не применяемым для других марок ковкого чугуна.
Весь процесс термической обработки занимает 70-110 часов и требует прецизионного контроля температурных режимов с точностью до 5°C для обеспечения требуемой микроструктуры и механических свойств материала.
Технологические свойства
Литейные характеристики
Исходный белый чугун для получения КЧ80-1.5 имеет следующие литейные особенности:
- Экстремально ограниченная жидкотекучесть, требующая сверхвысокой температуры заливки (1470-1520°C)
- Значительная линейная усадка при затвердевании (около 1,9-2,5%)
- Очень высокая склонность к образованию усадочных раковин и внутренних напряжений
- Минимально допустимая толщина стенки отливок 15-18 мм
- Требуется исключительно сложная литниковая система с усиленными прибылями увеличенного объема
- Прецизионный контроль скорости охлаждения для предотвращения образования трещин
- Крайне сложное получение тонкостенных деталей и отливок сложной конфигурации
- Необходима специальная подготовка высокоогнеупорных формовочных смесей для обеспечения качественной поверхности отливок
Обрабатываемость
КЧ80-1.5 имеет экстремально сложную обрабатываемость резанием из-за исключительно высокой твердости перлитной структуры и наличия бейнитных, троостомартенситных и сорбитных составляющих:
- Требует использования только специального высокопрочного твердосплавного и керамического режущего инструмента экстра-класса
- Необходимо снижение скоростей резания на 70-80% по сравнению с другими марками ковкого чугуна
- Образование элементной стружки, сверхвысокое тепловыделение при обработке
- Обязательное применение специализированных СОЖ с максимальными охлаждающими и смазывающими свойствами
- Экстремально высокий износ режущего инструмента, требующий очень частой замены
- Для финишной обработки эффективно использование только прецизионного шлифования, хонингования и притирки
- Возможность получения высокого качества поверхности только при идеально подобранных режимах финишной обработки
- Обязательное применение современных методов обработки (электроэрозионная, ультразвуковая, лазерная) для сложных элементов
Свариваемость
КЧ80-1.5 относится к категории практически несвариваемых материалов, сверхвысокодисперсная перлитная структура с элементами бейнита, троостита и сорбита делает сварку чрезвычайно проблематичной:
- Требуется обязательный предварительный подогрев до 650-700°C
- Необходимо использование только специальных никелевых или медно-никелевых электродов высшего качества
- Обязательно исключительно медленное, многоступенчатое охлаждение после сварки
- Холодная сварка абсолютно невозможна даже для аварийно-ремонтных работ
- После сварки обязателен специальный многоступенчатый отжиг для снятия внутренних напряжений
- Для ответственных деталей сварка категорически не рекомендуется, следует использовать только механические способы соединения
- В особых случаях может применяться специальная многоступенчатая технология сварки с несколькими промежуточными термическими отпусками
Износостойкость и коррозионная стойкость
КЧ80-1.5 обладает исключительной износостойкостью и превосходной коррозионной стойкостью:
- Экстремальное сопротивление абразивному износу благодаря исключительно высокой твердости перлитной структуры с элементами бейнита, троостита и сорбита
- Превосходная стойкость к механическому износу и контактной усталости
- Минимальные противозадирные свойства при наличии очень ограниченной смазки из-за минимального количества графитовых включений
- Высокая стабильность размеров при работе в условиях трения и повышенных температур
- Отличная коррозионная стойкость благодаря оптимизированному химическому составу и наличию хрома, никеля и молибдена
- Превосходная окалиностойкость при повышенных температурах до 750°C
- Возможность дополнительного повышения износостойкости и коррозионной стойкости поверхностной закалкой или химико-термической обработкой
Термическая обработка
Помимо основного графитизирующего отжига, являющегося частью производственного процесса, готовые изделия из КЧ80-1.5 могут подвергаться дополнительной термической обработке для оптимизации их свойств:
Отжиг для снятия напряжений
Применяется после механической обработки или для стабилизации размеров особо ответственных деталей:
- Температура: 600-650°C
- Выдержка: 6-12 часов в зависимости от массы и габаритов детали
- Охлаждение: очень медленное, вместе с печью до 300°C, затем на воздухе
- Результат: снижение внутренних напряжений без существенного изменения структуры и свойств
Закалка
Может применяться для дополнительного повышения твердости и износостойкости деталей:
- Температура: 740-780°C
- Выдержка: 0,5-1,0 часа в зависимости от сечения детали
- Охлаждение: в масле или специальной полимерной среде
- Отпуск: 120-160°C в течение 1-2 часов
- Результат: повышение твердости до 550-600 HB и значительное увеличение износостойкости
Поверхностная закалка
Применяется для деталей, работающих в условиях экстремального абразивного износа:
- Нагрев поверхностного слоя до 880-930°C (индукционный, лазерный или плазменный)
- Быстрое охлаждение водой, специальной масляной эмульсией или воздушно-водяной смесью
- Низкотемпературный отпуск при 120-140°C для снятия напряжений
- Результат: повышение твердости поверхностного слоя до 65-72 HRC при сохранении более вязкой сердцевины
Химико-термическая обработка
Может применяться для особых применений, требующих экстремальной износостойкости и коррозионной стойкости:
- Азотирование: насыщение поверхностного слоя азотом при температуре 510-560°C в течение 60-140 часов
- Борирование: насыщение поверхности бором при температуре 900-950°C в течение 6-12 часов
- Карбонитрирование: насыщение поверхности углеродом и азотом при температуре 570-620°C в течение 8-15 часов
- Комплексное насыщение (хромоазотирование, хромоникелирование): специальные процессы для получения поверхностных слоев с уникальными свойствами
- Результат: формирование сверхтвердого поверхностного слоя с исключительной износостойкостью и коррозионной стойкостью
Выбор метода термической обработки зависит от конкретных требований к детали и условий ее эксплуатации. Для особо ответственных деталей режимы термообработки разрабатываются индивидуально с учетом химического состава конкретной партии материала.
Формы поставки
Компания "ОборонСпецСплав" предлагает чугун марки КЧ80-1.5 в следующих формах:
| Вид продукции | Типоразмеры | Нормативный документ | Особенности |
|---|---|---|---|
| Чугунные круги КЧ80-1.5 | диаметр 30-100 мм | ГОСТ 1215-79, ТУ | Изготавливаются литьем, имеют цилиндрическую форму, применяются в станкостроении, машиностроении и тяжелой промышленности |
| Чугунные заглушки КЧ80-1.5 | DN 15-300 | ГОСТ 1215-79, ТУ | Штампованное изделие, перекрывающее конец трубы и предотвращающее подачу рабочего потока, отличается высокой коррозионной стойкостью и твердостью |
| Чугунные контргайки КЧ80-1.5 | M12-M64 | ГОСТ 1215-79, ТУ | Шестигранник с отверстием и резьбой, предотвращает развинчивание конструкции и обеспечивает надежное крепление |
| Чугунные втулки КЧ80-1.5 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Имеют коническую или цилиндрическую форму, предназначены для соединения с другими элементами различных технических узлов |
| Чугунные отливки КЧ80-1.5 | по чертежам заказчика | ГОСТ 1215-79 | Литые изделия, используемые для создания оборудования и приспособлений, твердые и износостойкие |
| Чугунные корпусные детали КЧ80-1.5 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Сверхвысокопрочные корпуса механизмов для предельно тяжелых условий эксплуатации |
| Чугунные детали трения КЧ80-1.5 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Элементы предельной износостойкости для узлов трения в экстремальных условиях |
Особенности маркировки продукции
В соответствии с требованиями ГОСТ 1215-79, на изделиях из чугуна КЧ80-1.5 должна присутствовать следующая маркировка:
- Товарный знак предприятия-изготовителя
- Марка чугуна (КЧ80-1.5 или КЧ80-1.5П для обозначения перлитной структуры)
- Номер плавки или партии
- При поставке на экспорт - надпись "Made in Russia" или другая, указанная в договоре
Маркировка наносится литьем или механическим способом в местах, указанных на чертеже. Для мелких отливок допускается маркировка на ярлыках или упаковке.
Вся продукция сопровождается сертификатами качества, подтверждающими соответствие химического состава и механических свойств требованиям ГОСТ 1215-79 и специальным техническим условиям.
Области применения чугуна КЧ80-1.5
Благодаря сверхвысокой прочности, исключительной твердости, превосходной износостойкости и способности выдерживать экстремальные нагрузки, чугун КЧ80-1.5 находит специализированное применение в наиболее ответственных областях промышленности:
Оборонная промышленность
- Сверхответственные детали специального назначения, требующие максимальной надежности
- Корпусные элементы силовых установок военной техники тяжелого класса
- Критические компоненты артиллерийских систем крупного калибра
- Элементы бронетанковой техники, не несущие защитных функций, но требующие предельной прочности
- Детали специальных гидравлических систем сверхвысокого давления
- Компоненты систем запуска и подачи боеприпасов крупного калибра
- Особо ответственные детали специальной техники в экстремальных условиях эксплуатации
Тяжелое машиностроение
- Детали сверхмощного прессового оборудования
- Высоконагруженные компоненты тяжелых прокатных станов
- Ответственные детали кузнечно-штамповочного оборудования максимальной мощности
- Элементы сверхтяжелых подъемно-транспортных механизмов
- Детали молотов и ковочных прессов высшей мощности
- Компоненты дробильно-размольного оборудования для особо прочных материалов
- Критические элементы оборудования для обработки металлов давлением
Горнодобывающая и нефтегазовая промышленность
- Детали оборудования для бурения скважин сверхглубокого залегания
- Компоненты буровых установок максимальной мощности
- Элементы насосов высокого давления для перекачки высокоабразивных сред
- Специальные футеровочные плиты для экстремальных условий износа
- Детали шахтного оборудования, работающего в условиях экстремального абразивного износа
- Компоненты трубопроводов, транспортирующих особо абразивные среды под высоким давлением
- Элементы специального оборудования для арктических условий эксплуатации
Энергетическое машиностроение
- Корпуса турбин специального назначения, работающих в предельно тяжелых условиях
- Элементы газовых турбин высокой мощности
- Детали паровых котлов, работающих при сверхвысоких давлениях и температурах
- Компоненты систем подачи топлива в энергетических установках
- Корпусные детали насосов для перекачки высокоабразивных энергоносителей
- Элементы запорной арматуры для критических сегментов энергетических систем
- Детали специальных механизмов атомных электростанций (неответственного назначения)
Транспортное машиностроение
- Особо ответственные детали трансмиссий сверхтяжелой техники
- Корпуса редукторов для экстремальных условий эксплуатации
- Детали тормозных систем тяжелых транспортных средств специального назначения
- Компоненты силовых агрегатов экстра-класса
- Элементы гусеничных механизмов тяжелой техники
- Детали специального железнодорожного транспорта повышенной нагрузки
- Компоненты трансмиссии транспортных средств для экстремальных условий эксплуатации
Чугун КЧ80-1.5 специально разработан для изготовления деталей, требующих абсолютно максимальной прочности в сочетании с исключительной износостойкостью и способностью работать в экстремальных условиях нагрузок, интенсивного абразивного износа и высоких температур. Благодаря своим уникальным характеристикам, он успешно заменяет некоторые специальные легированные стали, обеспечивая более высокую износостойкость при меньших затратах на производство сложнопрофильных деталей.
Преимущества и недостатки чугуна КЧ80-1.5
Преимущества:
- Экстремально высокая прочность среди всех марок ковкого чугуна (не менее 800 МПа)
- Исключительная износостойкость благодаря сверхвысокодисперсной перлитной структуре с элементами бейнита, троостита и сорбита
- Очень высокая твердость (320-400 HB)
- Превосходная коррозионная стойкость и окалиностойкость
- Способность работать в условиях предельных статических нагрузок
- Исключительная теплостойкость (до 750°C)
- Отличная стабильность размеров при циклических нагрузках и температурных воздействиях
- Хорошие демпфирующие свойства по сравнению с легированными сталями
- Возможность дополнительного повышения твердости и износостойкости термической обработкой
- Более низкая стоимость производства сложных деталей по сравнению с высоколегированными сталями
Недостатки:
- Минимальная пластичность (не менее 1,5% относительного удлинения)
- Практически полная несвариваемость традиционными методами
- Экстремально сложный и длительный производственный процесс
- Самая высокая стоимость среди всех марок чугуна
- Критически низкая ударная вязкость
- Экстремально сложная механическая обработка, требующая специализированного инструмента
- Существенные ограничения по получению тонкостенных отливок
- Значительные трудности при получении отливок сложной конфигурации
- Необходимость прецизионного контроля технологических режимов при производстве
- Исключительно высокие требования к качеству исходных материалов
Сравнение с другими высокопрочными материалами
Для оптимального выбора материала полезно сравнить КЧ80-1.5 с другими высокопрочными материалами:
| Параметр | КЧ70-2 | КЧ80-1.5 | ВЧ120 | Сталь 38ХН3МФА |
|---|---|---|---|---|
| Предел прочности при растяжении, МПа | не менее 700 | не менее 800 | не менее 1200 | 1300-1500 (закал.) |
| Относительное удлинение, % | не менее 2 | не менее 1,5 | не менее 1 | 8-10 |
| Твердость, HB | 300-370 | 320-400 | 350-450 | 400-450 |
| Структура | перл.-троост.-бейн. с графитом | перл.-бейн.-троост.-сорб. с графитом | бейнитная с шар. графитом | сорбито-бейнитная |
| Износостойкость | исключительно высокая | экстремально высокая | очень высокая | высокая |
| Обрабатываемость | очень сложная | экстремально сложная | сложная | ограниченная (до закалки) |
| Свариваемость | практически невозможная | невозможная | крайне трудная | ограниченная |
| Литейные свойства | очень сложные | предельно сложные | плохие | не применимо |
| Относительная стоимость | очень высокая | максимальная | очень высокая | высокая |
| Основные области применения | детали максимальной ответственности | детали экстремальной ответственности | высоконагруженные детали с требованиями к прочности | ответственные детали механизмов и машин |
По сравнению с КЧ70-2, марка КЧ80-1.5 имеет существенно более высокую прочность, твердость и износостойкость при меньшей пластичности и более сложных технологических свойствах. В сравнении с высокопрочным чугуном ВЧ120, КЧ80-1.5 имеет меньшую прочность, но превосходную износостойкость и лучшие демпфирующие свойства. По сравнению с легированной сталью 38ХН3МФА, КЧ80-1.5 обладает значительно более низкой пластичностью и ударной вязкостью, но превосходит ее по износостойкости, демпфирующим свойствам и возможности получения сложных отливок без механической обработки.
Часто задаваемые вопросы (FAQ)
Почему КЧ80-1.5 считается самой сложной в производстве маркой ковкого чугуна?
КЧ80-1.5 является самой сложной в производстве маркой ковкого чугуна по нескольким причинам: 1) Экстремально точный химический состав с минимальным допустимым содержанием кремния и строжайшим контролем всех легирующих элементов; 2) Уникальная технология выплавки с использованием метода "электропечь-электропечь", требующая высокоточного контроля температурных режимов; 3) Многоступенчатое модифицирование расплава специальными комплексами для обеспечения заданной структуры; 4) Специальный трехступенчатый графитизирующий отжиг с прецизионным контролем температур, длящийся до 110 часов; 5) Критическая зависимость свойств от малейших отклонений в технологии; 6) Необходимость использования шихтовых материалов высочайшего качества; 7) Особые требования к литейной технологии из-за ограниченной жидкотекучести и высокой склонности к образованию дефектов; 8) Необходимость специального оборудования для контроля микроструктуры и свойств. Все эти факторы делают производство КЧ80-1.5 наукоемким процессом, требующим исключительно высокой квалификации персонала и специализированного высокотехнологичного оборудования.
Какие специальные технологии рекомендуются для обработки деталей из КЧ80-1.5?
Для обработки КЧ80-1.5 рекомендуются следующие специальные технологии: 1) Электроэрозионная обработка (ЭЭО) – один из наиболее эффективных методов для данного материала, позволяющий получать высокоточные поверхности сложной формы без механического воздействия; 2) Лазерная обработка – обеспечивает прецизионное удаление материала и может использоваться для формирования микроструктур; 3) Ультразвуковая обработка – эффективна для сложнопрофильных поверхностей и снижает нагрузку на инструмент; 4) Электрохимическая обработка – позволяет обрабатывать детали без механических и тепловых напряжений; 5) Алмазное шлифование с использованием специальных СОЖ – обеспечивает высокое качество поверхности; 6) Прецизионное хонингование с применением алмазных брусков – идеально для обработки отверстий; 7) Сверхзвуковое гидроабразивное резание – обеспечивает отсутствие термического влияния; 8) Плазменно-порошковая наплавка – для восстановления и упрочнения поверхностей; 9) Вибрационная обработка – снижает остаточные напряжения. Выбор конкретной технологии зависит от сложности детали, требований к точности и экономической целесообразности. В большинстве случаев оптимальным является комбинирование нескольких технологий.
В каких случаях КЧ80-1.5 предпочтительнее высоколегированных сталей?
КЧ80-1.5 предпочтительнее высоколегированных сталей в следующих случаях: 1) При работе в условиях экстремально интенсивного абразивного износа, где уникальная структура КЧ80-1.5 обеспечивает исключительную износостойкость; 2) Для деталей сложной объемной конфигурации, где литейные технологии позволяют получить форму, близкую к конечной, с минимальной механической обработкой; 3) В узлах, требующих отличных демпфирующих свойств для гашения вибраций; 4) При необходимости сочетания высокой прочности и минимальных противозадирных свойств; 5) В условиях одновременного воздействия высоких температур и абразивного износа; 6) Для крупногабаритных деталей, где использование литейных технологий экономически выгоднее механической обработки из проката; 7) В системах, где критически важна стабильность размеров при циклических нагрузках. Однако при необходимости высокой пластичности, ударной вязкости или свариваемости предпочтение следует отдавать специальным сталям, несмотря на их более высокую стоимость и сложность изготовления некоторых типов деталей.
Существуют ли аналоги КЧ80-1.5 в международных стандартах?
Чугун КЧ80-1.5 по ГОСТ 1215-79 не имеет прямых аналогов в большинстве международных стандартов, поскольку представляет собой специализированный материал на верхнем пределе возможных характеристик ковкого чугуна. Наиболее близкими, но не полными аналогами можно считать: в европейской системе – экспериментальную марку EN-GJM-XHV-900 (Extra High-Strength Malleable Cast Iron), выпускаемую по специальным техническим условиям; в американской классификации – экспериментальный класс ASTM A220 Grade 120000 (Ultra High-Strength Pearlitic Malleable Iron), не включенный в основные стандарты; в немецкой системе – специальный класс GTW-S-90 по специальным ТУ. Следует отметить, что в большинстве случаев для таких высоких требований к прочности в международной практике применяются аустемперированные (бейнитные) чугуны с шаровидным графитом или специальные легированные стали. При необходимости замены КЧ80-1.5 материалом по международным стандартам требуется проведение всесторонних сравнительных испытаний и детальный анализ эксплуатационных характеристик в конкретных условиях работы.
Какие основные технологические сложности возникают при изготовлении деталей из КЧ80-1.5?
Основные технологические сложности при изготовлении деталей из КЧ80-1.5 включают: 1) Экстремально низкая жидкотекучесть расплава, требующая специальных литниковых систем, высоких температур заливки и специальных методов формовки; 2) Значительная усадка (1,9-2,5%), создающая риск образования трещин и пустот в отливках; 3) Предельно сложная механическая обрабатываемость из-за высокой твердости и образования элементной стружки, требующая специального инструмента и режимов резания; 4) Высокий износ режущего инструмента, увеличивающий стоимость обработки; 5) Практическая невозможность сварки, что требует особых конструктивных решений при проектировании; 6) Минимальная пластичность, ограничивающая возможности по деформации и создающая риск хрупкого разрушения при ударных нагрузках; 7) Необходимость прецизионного контроля всех параметров на каждом этапе производства; 8) Особые требования к режимам термической обработки; 9) Сложность получения тонкостенных отливок и деталей сложной конфигурации. Преодоление этих сложностей требует высокой квалификации персонала, специализированного оборудования и тщательной проработки технологии для каждого типа изделий.
Заключение
Чугун марки КЧ80-1.5 представляет собой высшую ступень в линейке ковких чугунов с хлопьевидным графитом, производимых в соответствии с ГОСТ 1215-79. Этот уникальный материал характеризуется экстремально высокими п











