

Чугун марки КЧ65-3: характеристики, свойства и промышленное применение
Чугун марки КЧ65-3 представляет собой высокопрочный ковкий чугун перлитного класса с хлопьевидной формой графита, содержащий не менее 95% железа и оптимально подобранное количество углерода, кремния, марганца и других легирующих элементов. Производство данного материала осуществляется в строгом соответствии с требованиями ГОСТ 1215-79, что обеспечивает стабильность его технических характеристик. КЧ65-3 является высшей маркой ковкого чугуна по показателям прочности и характеризуется исключительно высокими значениями предела прочности, твердости и износостойкости при сохранении необходимого минимума пластичности. Эти свойства делают его незаменимым материалом для изготовления особо ответственных деталей, работающих в условиях экстремальных статических и динамических нагрузок в различных отраслях промышленности.
Расшифровка маркировки
Маркировка чугуна КЧ65-3 соответствует системе обозначений, принятой в ГОСТ 1215-79, где каждый символ несет определенную информацию:
- К - ковкий (указывает на тип чугуна с хлопьевидной формой графита)
- Ч - чугун (обозначает базовый материал)
- 65 - число, указывающее минимальное значение временного сопротивления разрыву в кгс/мм² (примерно 650 МПа)
- 3 - число, указывающее минимальное значение относительного удлинения в процентах
- П - обозначение перлитной структуры металлической основы (указывается не всегда)
Таким образом, маркировка КЧ65-3 сообщает, что это ковкий чугун перлитного класса с пределом прочности не менее 650 МПа и относительным удлинением не менее 3%, что отражает его исключительно высокие прочностные характеристики при сохранении минимально необходимой пластичности.
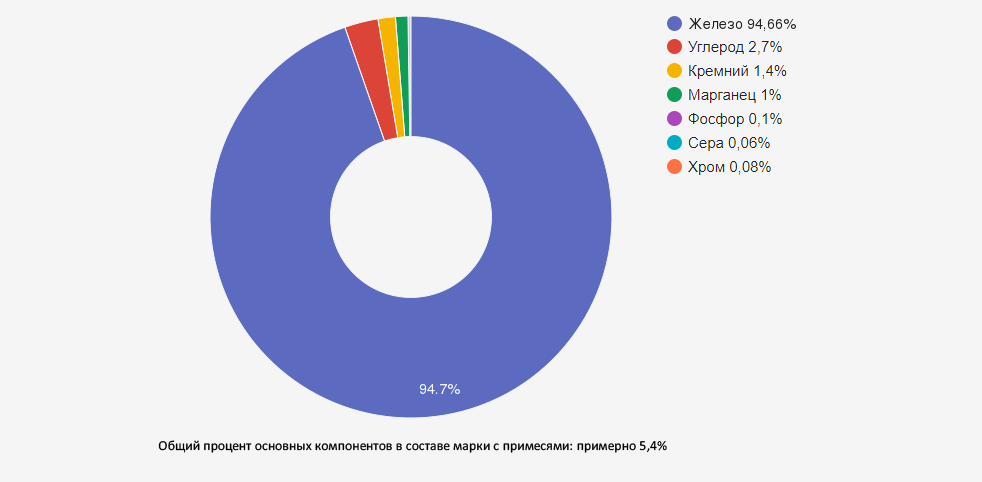
Химический состав чугуна марки КЧ65-3
Согласно ГОСТ 1215-79, химический состав чугуна КЧ65-3 должен соответствовать следующим требованиям:
| Элемент | Содержание, % | Влияние на свойства |
|---|---|---|
| Железо (Fe) | остальное (не менее 95,0) | Основа сплава |
| Углерод (C) | 2,0-2,4 | Формирует графитовые включения, минимизирован для обеспечения максимальной прочности |
| Кремний (Si) | 0,2-0,7 | Строго контролируется для ограничения графитизации и обеспечения высокой прочности перлитной структуры |
| Марганец (Mn) | 1,2-2,0 | Нейтрализует вредное влияние серы, обеспечивает формирование стабильной перлитной структуры, повышает прочность и твердость |
| Сера (S) | не более 0,04 | Вредная примесь, строго ограничивается для обеспечения высоких механических свойств |
| Фосфор (P) | не более 0,08 | Ограничивается для сохранения минимальной пластичности, в малых количествах улучшает жидкотекучесть |
| Хром (Cr) | 0,25-0,45 | Повышает твердость, прочность, износостойкость и коррозионную стойкость |
| Никель (Ni) | 0,3-0,9 | Улучшает механические свойства и коррозионную стойкость |
| Молибден (Mo) | 0,2-0,4 | Повышает прочность при высоких температурах, улучшает прокаливаемость и износостойкость |
| Медь (Cu) | 0,2-0,8 | Повышает прочность, коррозионную стойкость и способствует формированию перлитной структуры |
| Ванадий (V) | 0,05-0,15 | Усиливает структуру, повышает твердость и износостойкость |
Ключевой особенностью химического состава КЧ65-3 является наименьшее среди всех марок ковкого чугуна содержание углерода и кремния при повышенном содержании марганца, хрома, никеля, молибдена и присутствии ванадия. Это обеспечивает формирование особо высокодисперсной перлитной структуры металлической основы с элементами сорбита, троостита и бейнита при минимальном количестве графитовых включений. Такая уникальная структура обеспечивает исключительную прочность, твердость и износостойкость материала.
Содержание графита в КЧ65-3 минимизировано до предельно низкого уровня, необходимого для сохранения базовых литейных свойств при максимально возможных прочностных характеристиках.
Физико-механические свойства
Чугун марки КЧ65-3 обладает следующими физическими и механическими характеристиками:
| Характеристика | Значение | Единица измерения |
|---|---|---|
| Плотность | 7,6-7,9 | г/см³ |
| Температура плавления | 1180-1220 | °C |
| Предел прочности при растяжении (σв) | не менее 650 | МПа (65 кгс/мм²) |
| Относительное удлинение (δ) | не менее 3 | % |
| Предел прочности при сжатии | 1600-1900 | МПа |
| Твердость по Бринеллю | 280-350 | HB |
| Модуль упругости | 180-200 | ГПа |
| Ударная вязкость | 0,10-0,22 | МДж/м² |
| Удельная теплоемкость | 0,38-0,44 | кДж/(кг·°C) |
| Теплопроводность | 30-36 | Вт/(м·К) |
| Коэффициент линейного расширения | 8,0-10,0·10⁻⁶ | K⁻¹ |
| Удельное электрическое сопротивление | 0,9-1,1 | мкОм·м |
| Теплостойкость | до 600-650 | °C |
Благодаря особо высокодисперсной перлитной структуре металлической основы с элементами сорбита, троостита и бейнита, а также минимальному количеству и оптимальной форме графитовых включений, чугун КЧ65-3 демонстрирует исключительно высокие показатели прочности (не менее 650 МПа) при сохранении минимально необходимой пластичности (не менее 3% относительного удлинения). Такое уникальное сочетание свойств позволяет использовать его для изготовления особо ответственных деталей, работающих в условиях экстремальных статических и динамических нагрузок.
КЧ65-3 также отличается исключительной износостойкостью и очень высокой твердостью, превосходной окалиностойкостью и коррозионной стойкостью, что делает его идеальным материалом для изготовления деталей, подверженных интенсивному трению и абразивному износу в жестких условиях эксплуатации.
Технология производства
Производство чугуна КЧ65-3 представляет собой сложный многоэтапный процесс, требующий прецизионного контроля на всех стадиях:
Выплавка исходного белого чугуна
Для получения КЧ65-3 используется технология "электропечь-электропечь", которая обеспечивает наивысшее качество материала:
- Первая электропечь - плавление специально подготовленных шихтовых материалов высочайшего качества с получением чугуна заданного химического состава
- Вторая электропечь - тщательная доводка расплава до точного химического состава, глубокое рафинирование, дегазация, сложное микролегирование и перегрев до оптимальной температуры
- Комплексное модифицирование расплава специальными добавками для управления процессами кристаллизации и графитизации
- Высокоточный контроль химического состава и температуры перед разливкой
- Разливка в специально подготовленные формы с контролируемой скоростью охлаждения
Технология "электропечь-электропечь" в отличие от процесса "вагранка-электропечь" обеспечивает получение белого чугуна наивысшего качества с исключительно низким содержанием вредных примесей и газов, точно заданным химическим составом и оптимальной структурой. Этот метод хотя и является более дорогостоящим, но позволяет достичь максимально возможных прочностных характеристик конечного материала.
Графитизирующий отжиг
После получения отливок из белого чугуна проводится специальный графитизирующий отжиг с особым режимом:
- Первая ступень - нагрев до 950-980°C с выдержкой 15-25 часов для строго контролируемого минимального разложения цементита и начала формирования хлопьевидного графита
- Вторая ступень - регулируемое охлаждение до 850-870°C с выдержкой 8-15 часов для продолжения ограниченной графитизации и формирования особо высокодисперсной перлитной структуры
- Третья ступень - ускоренное охлаждение до комнатной температуры с определенной скоростью для обеспечения максимальной дисперсности перлита и формирования включений сорбита, троостита и бейнита
Для КЧ65-3 режим охлаждения специально подбирается таким образом, чтобы обеспечить формирование особо высокодисперсной перлитной структуры металлической основы с элементами сорбита, троостита и бейнита при минимально возможном количестве графитовых включений, что достигается более быстрым охлаждением по сравнению с режимами для других марок ковкого чугуна.
Весь процесс термической обработки занимает 50-90 часов и требует прецизионного контроля температурных режимов для обеспечения требуемой микроструктуры и механических свойств материала.
Технологические свойства
Литейные характеристики
Исходный белый чугун для получения КЧ65-3 имеет следующие литейные особенности:
- Весьма ограниченная жидкотекучесть, требующая высокой температуры заливки (1420-1480°C)
- Повышенная линейная усадка при затвердевании (около 1,7-2,2%)
- Высокая склонность к образованию усадочных раковин и внутренних напряжений
- Минимальная толщина стенки отливок 10-12 мм
- Необходимость особо сложной литниковой системы с эффективными прибылями
- Тщательный контроль скорости охлаждения для предотвращения образования трещин
- Существенные сложности при получении тонкостенных деталей и отливок сложной конфигурации
- Требуется специальная подготовка формовочных смесей повышенной огнеупорности для обеспечения качественной поверхности отливок
Обрабатываемость
КЧ65-3 имеет сложную обрабатываемость резанием из-за очень высокой твердости перлитной структуры и наличия сорбитоподобных и троостомартенситных составляющих:
- Требует использования специального твердосплавного и керамического режущего инструмента
- Необходимо значительное снижение скоростей резания на 50-60% по сравнению с другими марками ковкого чугуна
- Образование элементной стружки, очень высокое тепловыделение при обработке
- Обязательное применение высокоэффективных СОЖ с повышенными охлаждающими и смазывающими свойствами
- Высокий износ режущего инструмента, требующий частой замены
- Для финишной обработки эффективно использование шлифования, хонингования и притирки
- Возможность получения высокого качества поверхности при правильно подобранных режимах финишной обработки
- Рекомендуется применение современных методов обработки (электроэрозионная, ультразвуковая, лазерная) для сложных элементов
Свариваемость
КЧ65-3 относится к категории чрезвычайно трудносвариваемых материалов, особо высокодисперсная перлитная структура с элементами сорбита, троостита и бейнита делает сварку исключительно сложной:
- Требуется обязательный предварительный подогрев до 550-600°C
- Рекомендуется использование только специальных никелевых или медно-никелевых электродов
- Необходимо крайне медленное, строго контролируемое многоступенчатое охлаждение после сварки
- Холодная сварка практически невозможна даже для ремонтных работ
- После сварки обязателен многоступенчатый отжиг для снятия внутренних напряжений
- Для ответственных деталей сварка не рекомендуется, следует использовать только механические способы соединения
- В особых случаях может применяться специальная технология многоступенчатой сварки с промежуточным термическим отпуском
Износостойкость и коррозионная стойкость
КЧ65-3 обладает исключительной износостойкостью и высокой коррозионной стойкостью:
- Превосходное сопротивление абразивному износу благодаря очень высокой твердости перлитной структуры с элементами сорбита, троостита и бейнита
- Исключительная стойкость к механическому износу и контактной усталости
- Минимальные противозадирные свойства при наличии ограниченной смазки благодаря небольшому количеству включений графита
- Высокая стабильность размеров при работе в условиях трения и повышенных температур
- Повышенная коррозионная стойкость благодаря оптимизированному химическому составу и наличию хрома, никеля и молибдена
- Отличная окалиностойкость при повышенных температурах до 650°C
- Возможность дополнительного повышения износостойкости и коррозионной стойкости поверхностной закалкой или химико-термической обработкой
Термическая обработка
Помимо основного графитизирующего отжига, являющегося частью производственного процесса, готовые изделия из КЧ65-3 могут подвергаться дополнительной термической обработке для оптимизации их свойств:
Отжиг для снятия напряжений
Применяется после механической обработки или для стабилизации размеров ответственных деталей:
- Температура: 550-600°C
- Выдержка: 4-8 часов в зависимости от массы и габаритов детали
- Охлаждение: медленное, вместе с печью до 300°C, затем на воздухе
- Результат: снижение внутренних напряжений без существенного изменения структуры и свойств
Закалка
Может применяться для повышения твердости и износостойкости деталей:
- Температура: 760-800°C
- Выдержка: 0,5-1,0 часа в зависимости от сечения детали
- Охлаждение: в масле или полимерной среде
- Отпуск: 140-180°C в течение 1-2 часов
- Результат: повышение твердости до 450-500 HB и значительное увеличение износостойкости
Поверхностная закалка
Применяется для деталей, работающих в условиях интенсивного трения и абразивного износа:
- Нагрев поверхностного слоя до 850-900°C (индукционный, лазерный или плазменный)
- Быстрое охлаждение водой, масляной эмульсией или воздушно-водяной смесью
- Низкотемпературный отпуск при 140-160°C для снятия напряжений
- Результат: повышение твердости поверхностного слоя до 60-68 HRC при сохранении более вязкой сердцевины
Химико-термическая обработка
Может применяться для особых применений, требующих исключительной износостойкости и коррозионной стойкости:
- Азотирование: насыщение поверхностного слоя азотом при температуре 500-550°C в течение 40-100 часов
- Борирование: насыщение поверхности бором при температуре 900-950°C в течение 4-8 часов
- Карбонитрирование: насыщение поверхности углеродом и азотом при температуре 550-600°C в течение 5-10 часов
- Комплексное насыщение (хромоазотирование, хромоникелирование): специальные процессы для получения поверхностных слоев с уникальными свойствами
- Результат: формирование сверхтвердого поверхностного слоя с исключительной износостойкостью и коррозионной стойкостью
Выбор метода термической обработки зависит от конкретных требований к детали и условий ее эксплуатации. Для особо ответственных деталей режимы термообработки разрабатываются индивидуально с учетом химического состава конкретной партии материала.
Формы поставки
Компания "ОборонСпецСплав" предлагает чугун марки КЧ65-3 в следующих формах:
| Вид продукции | Типоразмеры | Нормативный документ | Особенности |
|---|---|---|---|
| Чугунные круги КЧ65-3 | диаметр 30-130 мм | ГОСТ 1215-79, ТУ | Сортовой прокат цилиндрической формы, отлично поддается всем видам механической обработки |
| Чугунные заглушки резьбовые КЧ65-3 | DN 15-300 | ГОСТ 1215-79, ТУ | Очень прочные и долговечные, обеспечивают герметичность перекрытия рабочего потока |
| Чугунные контргайки КЧ65-3 | M12-M64 | ГОСТ 1215-79, ТУ | Добавочные гайки, которые не позволяют развинчиваться при сотрясениях, ударах и температурных перепадах |
| Чугунные втулки КЧ65-3 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Бывают резьбовые или сплошные, имеют высокую устойчивость к коррозии, износостойкие, долговечные, применяются в машиностроении и тяжелой промышленности |
| Чугунные вентили КЧ65-3 | DN 15-200 | ГОСТ 1215-79, ТУ | Рассчитаны на предельные температуры и давления, имеют надежную конструкцию и мощный корпус, применяются для закрытия рабочего потока в трубопроводах, для труб отопления и канализации |
| Чугунные отливки КЧ65-3 | по чертежам заказчика | ГОСТ 1215-79 | Заготовки особой прочности для изготовления ответственных деталей и механизмов |
| Чугунные корпусные детали КЧ65-3 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Высокопрочные корпуса механизмов для экстремальных условий эксплуатации |
| Чугунные детали трения КЧ65-3 | по чертежам заказчика | ГОСТ 1215-79, ТУ | Элементы сверхвысокой износостойкости для узлов трения в тяжелых условиях |
Особенности маркировки продукции
В соответствии с требованиями ГОСТ 1215-79, на изделиях из чугуна КЧ65-3 должна присутствовать следующая маркировка:
- Товарный знак предприятия-изготовителя
- Марка чугуна (КЧ65-3 или КЧ65-3П для обозначения перлитной структуры)
- Номер плавки или партии
- При поставке на экспорт - надпись "Made in Russia" или другая, указанная в договоре
Маркировка наносится литьем или механическим способом в местах, указанных на чертеже. Для мелких отливок допускается маркировка на ярлыках или упаковке.
Вся продукция сопровождается сертификатами качества, подтверждающими соответствие химического состава и механических свойств требованиям ГОСТ 1215-79.
Области применения чугуна КЧ65-3
Благодаря исключительно высокой прочности, твердости, износостойкости и способности выдерживать экстремальные нагрузки, чугун КЧ65-3 находит широкое применение в различных отраслях промышленности:
Транспортное машиностроение
- Высоконагруженные детали трансмиссий тяжелых грузовых автомобилей и специальной техники
- Корпуса особо ответственных редукторов тяжелого транспорта
- Распределительные и коленчатые валы мощных дизельных двигателей
- Детали тормозных систем большегрузных автомобилей и железнодорожного транспорта
- Корпусные элементы силовых агрегатов
- Детали гидравлических систем сверхвысокого давления
- Компоненты трансмиссии гусеничной техники
Сельскохозяйственная техника
- Элементы почвообрабатывающих механизмов, работающие в условиях экстремального абразивного износа
- Детали высоконагруженных редукторов мощных сельхозмашин
- Звенья и элементы конвейерных и транспортерных систем повышенной надежности
- Корпуса и детали измельчительных механизмов
- Ответственные элементы приводов и трансмиссий
- Компоненты специальных режущих и дробильных устройств
- Детали систем высокого давления
Горнодобывающая и нефтегазовая промышленность
- Детали дробильно-измельчительного оборудования, работающие в условиях максимального износа
- Компоненты буровых установок особой прочности
- Элементы насосов высокого давления для перекачки абразивных сред
- Защитные футеровочные пластины и плиты
- Специальные детали для оборудования, работающего в агрессивных средах
- Компоненты трубопроводных систем высокого давления
- Ответственные детали транспортирующих механизмов
Трубопроводные системы
- Запорная арматура для экстремальных условий эксплуатации
- Высоконадежные вентили для систем с предельными температурами и давлениями
- Специальные фитинги и соединительные элементы
- Корпуса клапанов для агрессивных сред
- Детали насосных станций сверхвысокого давления
- Заглушки и контргайки для ответственных соединений
- Специальные элементы трубопроводов химических производств
Тяжелое машиностроение
- Детали прессового оборудования сверхвысокой мощности
- Компоненты прокатных станов
- Ответственные детали металлургического оборудования
- Элементы подъемно-транспортных механизмов особой надежности
- Корпуса и детали экстремально нагруженных механизмов
- Специальные направляющие и опорные элементы тяжелых станков
- Детали кузнечно-прессового оборудования
Оборонная промышленность
- Детали специального назначения, требующие максимальной надежности
- Корпусные элементы силовых установок специальной техники
- Ответственные компоненты артиллерийских систем
- Детали механизмов вооружения повышенной прочности
- Специальные элементы транспортных систем
- Компоненты специального гидравлического оборудования
- Корпусные изделия особо ответственного назначения
Чугун КЧ65-3 особенно эффективен для изготовления деталей, требующих максимально возможной прочности в сочетании с превосходной износостойкостью и способностью работать в самых экстремальных условиях нагрузок, интенсивного абразивного износа и высоких температур. Благодаря своим уникальным характеристикам, он успешно заменяет более дорогостоящие легированные стали, обеспечивая исключительный эксплуатационный ресурс и экономическую эффективность.
Преимущества и недостатки чугуна КЧ65-3
Преимущества:
- Максимальная прочность среди всех марок ковкого чугуна (не менее 650 МПа)
- Исключительная износостойкость благодаря особо высокодисперсной перлитной структуре с элементами сорбита, троостита и бейнита
- Очень высокая твердость (280-350 HB)
- Превосходная коррозионная стойкость и окалиностойкость
- Способность работать в условиях экстремальных статических и динамических нагрузок
- Высокая теплостойкость (до 650°C)
- Отличная стабильность размеров при циклических нагрузках и температурных воздействиях
- Хорошие демпфирующие свойства по сравнению с легированными сталями
- Возможность дополнительного повышения твердости и износостойкости термической обработкой
- Более низкая стоимость по сравнению с высоколегированными сталями аналогичной прочности
Недостатки:
- Ограниченная пластичность (не менее 3% относительного удлинения)
- Практически невозможная свариваемость традиционными методами
- Сложный и длительный производственный процесс
- Высокая стоимость по сравнению с другими марками чугуна
- Очень низкая ударная вязкость
- Чрезвычайно сложная механическая обработка, требующая специализированного инструмента
- Значительные ограничения по получению тонкостенных отливок
- Существенные трудности при получении отливок сложной конфигурации
- Необходимость высокоточного контроля технологических режимов при производстве
- Очень высокие требования к качеству исходных материалов
Сравнение с другими высокопрочными материалами
Для оптимального выбора материала полезно сравнить КЧ65-3 с другими высокопрочными материалами:
| Параметр | КЧ60-3 | КЧ65-3 | ВЧ85 | Сталь 40ХН |
|---|---|---|---|---|
| Предел прочности при растяжении, МПа | не менее 600 | не менее 650 | не менее 850 | 1000-1200 (закал.) |
| Относительное удлинение, % | не менее 3 | не менее 3 | не менее 2 | 8-10 |
| Твердость, HB | 260-330 | 280-350 | 270-340 | 280-320 |
| Структура | перл.-троост. с графитом | перл.-сорб.-троост. с графитом | перлитная с шар. графитом | троосто-сорбитная |
| Износостойкость | исключительно высокая | максимально возможная | очень высокая | высокая |
| Обрабатываемость | сложная | очень сложная | сложная | удовлетворительная (до закалки) |
| Свариваемость | практически невозможная | невозможная | крайне трудная | ограниченная |
| Литейные свойства | сложные | очень сложные | плохие | не применимо |
| Относительная стоимость | очень высокая | максимальная | очень высокая | высокая |
| Основные области применения | особо ответственные детали для экстремальных нагрузок | детали максимальной ответственности для предельных условий работы | высоконагруженные детали с требованиями к прочности | ответственные детали машин и механизмов |
По сравнению с КЧ60-3, марка КЧ65-3 имеет более высокую прочность, твердость и износостойкость при аналогичной пластичности, но с более сложными технологическими свойствами. В сравнении с высокопрочным чугуном ВЧ85, КЧ65-3 имеет меньшую прочность, но аналогичную пластичность и превосходную износостойкость. По сравнению с легированной сталью 40ХН, КЧ65-3 обладает более низкой пластичностью и ударной вязкостью, но превосходит ее по износостойкости, демпфирующим свойствам и возможности получения сложных отливок.
Часто задаваемые вопросы (FAQ)
Почему КЧ65-3 считается наивысшей маркой ковкого чугуна?
КЧ65-3 считается наивысшей маркой ковкого чугуна, поскольку обладает максимальными показателями прочности (не менее 650 МПа) среди всех стандартизированных марок ковкого чугуна по ГОСТ 1215-79. Достижение таких экстраординарных механических характеристик стало возможным благодаря уникальному химическому составу с минимальным содержанием углерода и кремния, повышенным содержанием марганца, хрома, никеля, молибдена и добавлением ванадия, а также особой технологии производства "электропечь-электропечь". Специальный режим графитизирующего отжига обеспечивает формирование особо высокодисперсной перлитной структуры металлической основы с элементами сорбита, троостита и бейнита при минимальном количестве графитовых включений. Материал сохраняет минимально необходимую пластичность (не менее 3% относительного удлинения), что позволяет использовать его для изготовления деталей максимальной ответственности, работающих в экстремальных условиях. Производство КЧ65-3 требует высочайшего уровня технологического контроля на всех этапах, что делает его самой сложной и дорогостоящей маркой ковкого чугуна.
В чем преимущества технологии "электропечь-электропечь" для производства КЧ65-3?
Технология "электропечь-электропечь" обеспечивает ряд критических преимуществ при производстве КЧ65-3 по сравнению с другими методами: 1) Исключительно высокая чистота расплава благодаря использованию электрических печей на обоих этапах, что позволяет получить минимальное содержание вредных примесей и газов; 2) Прецизионный контроль химического состава с возможностью точного регулирования содержания всех элементов в узких пределах; 3) Возможность достижения очень высоких температур перегрева (до 1600°C), что обеспечивает оптимальную гомогенизацию расплава; 4) Точное управление температурными режимами заливки и кристаллизации; 5) Возможность проведения сложных многоступенчатых процессов модифицирования и микролегирования; 6) Минимальное окисление расплава благодаря защитной атмосфере в электропечах; 7) Высокая воспроизводимость результатов от плавки к плавке. Хотя данная технология является более энергоемкой и дорогостоящей по сравнению с процессом "вагранка-электропечь", только она позволяет достичь максимально возможных прочностных характеристик ковкого чугуна.
Какие аналоги КЧ65-3 существуют в международных стандартах?
Ковкий чугун КЧ65-3 по ГОСТ 1215-79 имеет крайне ограниченное количество аналогов в международных стандартах, поскольку представляет собой материал с экстраординарными характеристиками на пределе возможностей для данного класса сплавов. Приблизительными аналогами можно считать: в европейской системе - специальную марку EN-GJM-HV (High-Strength Malleable Cast Iron), которая не полностью стандартизирована и производится по специальным техническим условиям; в американской системе - специальный класс ASTM A220 Grade 90000 (Special High-Strength Pearlitic Malleable Iron); в немецкой классификации - экспериментальный класс GTW-S по специальным техническим условиям. В большинстве международных стандартов точные эквиваленты КЧ65-3 отсутствуют, поскольку для таких высоких требований к прочности обычно используются высокопрочные чугуны с шаровидным графитом или легированные стали. При замене материалов в особо ответственных конструкциях требуется проведение комплексных испытаний и детального анализа всех эксплуатационных характеристик в конкретных условиях работы.
Почему КЧ65-3 иногда предпочтительнее легированных сталей?
КЧ65-3 может быть предпочтительнее легированных сталей в ряде специфических случаев: 1) В условиях экстремального абразивного износа, где особо высокодисперсная перлитная структура КЧ65-3 с элементами сорбита, троостита и бейнита обеспечивает уникальную износостойкость, превосходящую многие легированные стали; 2) Для деталей сложной конфигурации, где литейные технологии экономически выгоднее механической обработки из стального проката; 3) В узлах, где критически важны демпфирующие свойства для гашения вибраций (чугун обладает значительно лучшими демпфирующими характеристиками, чем любая сталь); 4) При необходимости сочетания высокой прочности, износостойкости и антифрикционных свойств благодаря наличию графитовых включений; 5) В условиях циклических температурных нагрузок, где КЧ65-3 демонстрирует лучшую стабильность размеров; 6) Для крупногабаритных деталей, где применение литейных технологий существенно упрощает производство; 7) Когда требуется экономия на механической обработке, поскольку отливки из КЧ65-3 могут иметь конфигурацию, близкую к окончательной форме детали. При этом следует учитывать, что в условиях высоких ударных нагрузок или когда требуется высокая пластичность и вязкость, предпочтение обычно отдается легированным сталям.
Каковы перспективы развития материалов на основе КЧ65-3?
Перспективы развития материалов на основе КЧ65-3 включают несколько направлений: 1) Создание комплексно-легированных модификаций с добавлением титана, ниобия и редкоземельных элементов для дальнейшего повышения прочности и износостойкости; 2) Разработка технологий микролегирования и модифицирования для улучшения обрабатываемости без потери прочностных характеристик; 3) Развитие гибридных технологий термической обработки, сочетающих графитизирующий отжиг с элементами изотермической закалки для создания бейнитных структур с уникальным сочетанием прочности и вязкости; 4) Создание композитных материалов с поверхностными слоями повышенной твердости на основе КЧ65-3; 5) Внедрение аддитивных технологий для получения деталей сложной конфигурации из порошков на основе КЧ65-3; 6) Разработка специальных технологий сварки и соединения деталей из КЧ65-3; 7) Создание функционально-градиентных материалов с переменным составом и структурой на основе КЧ65-3. Эти инновационные разработки направлены на преодоление существующих ограничений и расширение областей применения высокопрочных чугунов в наиболее ответственных и технологически сложных узлах современной техники.
Заключение
Чугун марки КЧ65-3 представляет собой высшую марку перлитного ковкого чугуна с хлопьевидной формой графита, производимого в соответствии с ГОСТ 1215-79. Этот материал характеризуется исключительно высокими показателями прочности (не менее 650 МПа), твердости (280-350 HB) и износостойкости при сохранении минимально необходимой пластичности (не менее 3%).
Благодаря уникальному сочетанию высочайших механических характеристик, превосходной износостойкости и отличной коррозионной стойкости, КЧ65-3 находит широкое применение в транспортном машиностроении, сельскохозяйственной технике, горнодобывающей и нефтегазовой промышленности, трубопроводных системах и других отраслях, особенно для деталей, работающих в самых экстремальных условиях нагрузок и износа.
Компания "ОборонСпецСплав" предлагает полный ассортимент изделий из чугуна КЧ65-3, изготовленных в строгом соответствии с требованиями ГОСТ 1215-79, с возможностью производства по индивидуальным чертежам заказчика.
Материалы для данной статьи подготовлены на основе технических требований ГОСТ 1215-79, регламентирующего производство и характеристики ковких чугунов, а также с использованием многолетнего опыта научно-технических специалистов компании "ОборонСпецСплав" в области разработки, производства и применения высокопрочных чугунов для ответственных изделий в различных отраслях промышленности.